相信很多了解一些古琴的朋友,都有一种感觉感受,那就是:古琴怎么都这么贵?的确,动辄四位数、五位数的价格,让不少喜爱古琴的人们望而生畏。而古琴为什么这么贵?贵在了哪里?下面就来给大家解密一下。
原材料昂贵
弹琴的老师们都知道,古琴最怕开裂变形,一旦变形,轻则打板沙音,重则彻底报废,所以为了避免琴开裂变形,就会在木材上下手,通常来说,使用上了年头的老木料做琴,会大大减小日后变形开裂的可能性,因为经过了几百年的风吹日晒,这些木头中的水分已经充分蒸发,结构趋于稳定。抛开名贵的木料不讲,就单单是普通老料的成本就已经很高了,所以这是古琴价格高的原因之一。

湖北随县擂鼓墩出土的战国初期的十弦琴
湖南长沙马王堆出土的七弦琴
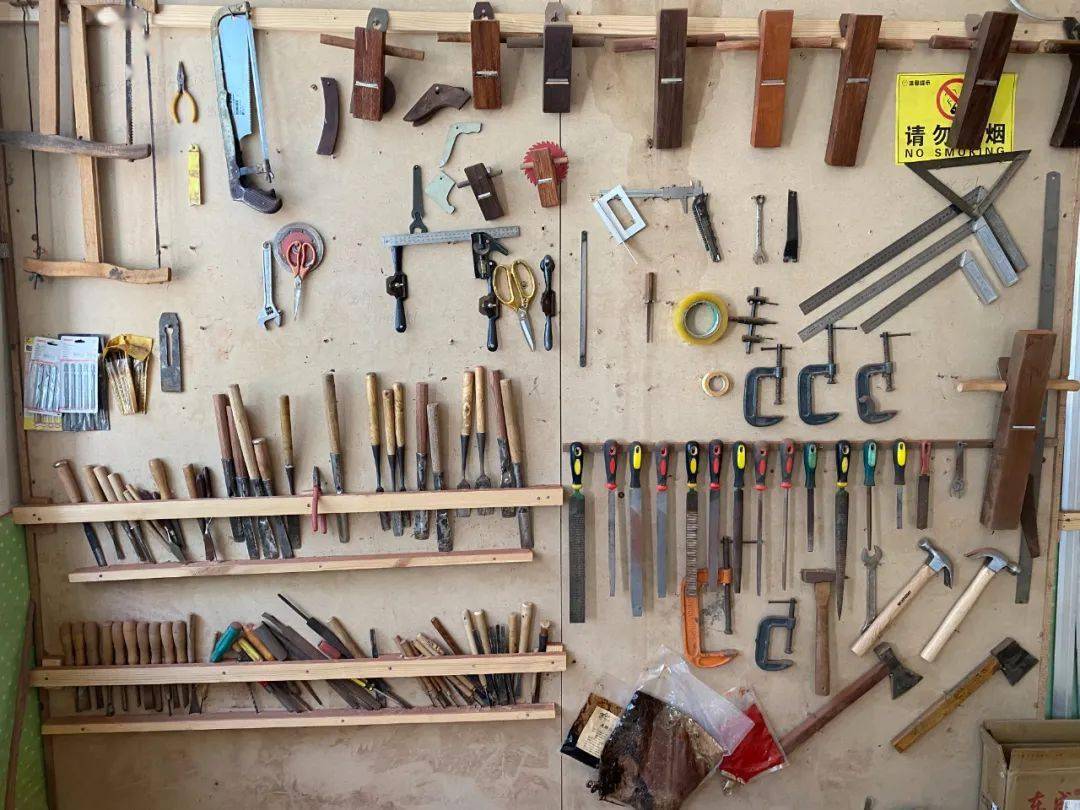
制作周期长
古琴的制作手法有些特别,古琴属于手工产品,不能完全机械化,大部分的制作工艺都是需要手工操作完成,制作工序繁琐复杂,耗工耗时,产量小,周期长,不能做到像其他产品一样大量生产,只能是手工一点点的来,只有很少一部分才会用到机器,而且一张琴要经过选料、开料、打磨、刷漆等多重工艺,这就使得古琴的制作周期长于其他的乐器,相信大家都听过一寸光阴一寸金的说法,在古代,一张古琴的制作,至少需要三、四年,而即便是在如今的工业化社会,一位熟练的斫琴师,也要至少二年以上的时间来打磨出一张好琴。所以这是古琴价格高的原因之二。
制作工艺繁琐
找到良材后,要斫制,面底板合后,通常固定一个月,稳定防止变形。然后上灰胎。上完灰胎后,放置一年最好,少也要1个月,然后打磨、上大漆。擦一遍大漆,要放在荫室中等完全干燥才能上第2遍。大漆要擦几十遍以上,一床传统工艺的古琴,最快也要1-2年为其生产周期。要是求精、求好,周期就要适当延长,最少两年。这也是为什么古琴不适合规模生产,传世古琴多成批斫制的原因。

唐 春雷 伏羲式
成本昂贵
古琴对选材也有特别的讲究。古人是用梧桐木(青桐)来制作古琴的。除了桐木外,杉木也用来做琴。古琴的琴面一般是用桐木或杉木做的,梓木为底。琴面要求材料具备轻、松、脆、透等特点。由于古琴面板需要满足“松”、“透”,底板相对要“坚”、“实”,才能发妙音,才能阴阳调和,所以古人在选面板材的时候都非常认真仔细。
【徽】徽的取材有金、银、玉、瓷、、蚌等,目前以蚌居多。
【灰胎】纯大漆传统工艺制成的古琴灰胎以鹿角霜或八宝灰。灰胎以硬为好,不过因鹿含有长寿、吉祥之意,因此鹿角灰一直用得比较普遍,也以鹿角灰为上。
【漆】天然漆(又称大漆、生漆)。大漆与泥土相排斥,不发生化学反应,对古琴起着一个重要的作用,就是保护木头,那些年代久远的古琴能被很好地保留至今,大漆起了很大的作用。所以大漆在琴上的应用最为广泛。
【附件】岳山、承露、轮池条、冠角(焦尾)、龈托、龙龈这些都是研琴时就粘上的,多数采用紫檀木、老红木、花梨木等材料。琴轸、雁足的材料有木化石、象牙、玉石、紫檀木、老红木、花梨木等。

唐 九霄环佩 伏羲式
总之,制作古琴的过程耗时较长,材料和人工成本较高,对环境气候和技术要求也非常严格。根据工艺流程,斫琴技艺可以分为十几个主要工序,每个步骤又包含许多细分的工艺步骤,总共涉及到200多个工序。通常情况下,制作一把精美的古琴至少需要两年以上的时间。这要求斫琴师具备多个专业技能,包括木工、漆工、音调调节师、雕刻师和画家等。斫琴师必须熟练掌握这些技艺,才能制作出精美绝伦的古琴。

- 古琴制作流程-
古琴制作被尊称为"斫琴",它是一门精湛的工艺技术,用于精心打造古琴。中国的斫琴技艺源远流长,早在春秋战国时期就已经高度发展。从曾侯乙墓出土的十弦琴中,我们可以窥见当时斫琴技艺的卓越水平。而晋朝画家顾恺之的《斫琴图》生动地描绘了古代文人学士制作古琴的场景。

东晋 顾恺之《斫琴图》宋人摹本 绢本设色纵29.4厘米 横130厘米 北京故宫博物院藏
一张手工斫制的琴,制作周期至少为一年半以上,一般都得耗时二、三年甚至四、五年之久。
1.老料
古琴选用老木作为斫琴的良材,年代久远,木质松透,可以保证音色的圆润。
2.静置周期
木材要切割成尺寸合适的木料并在自然环境下在静置数月,好让木头的应力得以释放,使声音更通透,制成琴后更稳定不易开裂。(注意控制木材的温度10-20度和空气的湿度)。


3.挖槽腹
槽腹成型至少需要一周时间,尤其是细节部分需要反复听音调整,槽腹是决定古琴音色的重要之处,我们的木工师傅也会根据每块板材纹理不同,不断敲击,最终确定槽腹的深浅。挖好槽腹至少需要一周时间来进行调整。
4.合板
当槽腹挖好后与之前做好的底板进行粘合,称之为“合板”。
5.附件
当琴合板后静置半月就可以为其安装岳山、冠角、承露、龙龈、龈托、轸池、护轸这些配件,然后进行首次校音。
6.裹布
裹布多以兰麻布为底,当配件安装好后,采用生漆进上下均匀涂抹,对木柸形成初步的保护,上底漆半月后,自然阴干,刷漆糊,其后,由斫琴师进行裹布,裹好布的琴放在通风处,后静置数十天,后刮灰胎,进入到下一个程序。
7.灰胎
灰胎以纯生漆混合鹿角霜,刮在裹好布的木柸上,大体又分为粗、中、细三道工序。其中,灰胎的每道工序之间,也要等待灰胎自然阴千透约数月左右,耗时漫长。灰胎的厚薄、用料,对古琴的音韵,也有着至关重要的影响。从第一遍灰胎到灰胎成型,至少需要半年到一年时间来反复打磨调整。灰胎分为粗灰、中灰、细灰,采用的是鹿角霜、大漆调和制成的灰胎,在每个阶段的灰胎刮好后都要进行阴干,每次阴干的时间大为十天至半月。阴干后就可进行打磨处理,打磨的次数越多灰胎越稳定,在最后一次打磨前安装徽位,漆工师傅通过一边打磨一边听音,直至琴体灰胎表面平整,无砂音,方可上漆。
唐 大圣遗音 伏羲式
在古琴斫制过程中,粗灰这道工序耗时最长(约60天):刮灰胎(大多选用20-60目的鹿角霜)、打磨,如此反复,直到弦区和形制达到标准。粗灰的厚度基本决定了一张成琴的灰胎厚度与外观。
中灰通常选用60-120目的鹿角霜,反复刮灰、打磨、校音,其作用是为了填补粗灰阶段留下的孔隙、排除沙音,使琴面更加平整、弦区达到弹奏标准,此步骤对灰胎厚度影响甚微。
细灰通常选用150-500目的鹿角霜,反复刮灰、打磨、校音,其作用是完全填补灰胎上所有孔隙,使其达到光滑、平整。细灰以不再增加灰胎厚度只闭孔为要求。

陈理真道长斫琴作品
8.上漆
想把漆艺做好需要半年左右的时间,其制作繁琐程度不亚于刮灰胎。待琴胚处理好后就可上漆了。圣人之器的漆采用天然生漆。生漆是我国的土特产之一,来自于原始森林和自然漆树科类中,天然生漆是由人工从漆树割取的天然漆树液,天然生漆漆液内主要含有高分子漆酚、漆酶、树胶质及水分等构成。素有我国“三大宝”(树漆、蚕丝、蜂蜜)誉名。漆工上漆至少需要两次,第一次一般上稀释后的大漆,为了让漆液渗透到灰胎中使得灰胎更加坚固,经过半个月甚至更久大漆完全风干后在进行之后的上漆操作,大漆工艺在在无毒、耐久、抗酸碱性方面远远超过人工漆,使用大漆的琴面让人更加赏心悦目。选用黑色矿物质调和好的熟生漆(即熬制过的生漆,坚硬度、光泽度更高),以发刷(年轻人的头发制作而成的刷子)用十字交叉法髹于胎面,荫干后用600目砂纸水磨,使其光滑无氧化层,切忌磨穿漆层。然后改用1000目砂纸继续水磨,最后用透明的髹漆,但需依次使用1500、3000、5000目砂纸水磨。其中3000和5000目砂纸为抛光所用,能有效增强漆面光泽润度,为下一步工序做准备。
闭孔,通俗易懂的解释,就是用生漆,一遍一遍的填补灰胎的空隙。这道工序,也是反复进行的。此外,还有一些小工序:降岳山、定徽位排沙音等。
髹漆后,等漆面干透,再进行手工打磨。一直达到最终的,光洁如镜、坚硬如玉的漆面效果。


陈理真道长斫琴作品
9.上徽位
整量好有效弦长以后,就可以安装徽位,一共有13枚徽,微位的安装需要经过计算。
10.收光
微位上好后经过调试,就可以以油漆调和得比较细腻的腻子均匀地刮上一遍,一方面可以闭塞之前琴体粗胚上的毛孔,同时也可以把略高的徽位抹平。俗称“收光”。此过程需试音配合。安装雁足、上弦调音、即可。经过大约一年半的时间,制琴工作也接近尾声。为琴安装雁足,调音师为琴上弦作最后的调音,同时确定是否会有砂音打板的情况,对琴弦蝇头结的位置进行调整使琴弦排列整齐。
11.推光、揩清
用事先调和好的大漆均匀涂抹于琴体,干透后用极细的砂纸带水打磨,俗称“推光”。推过光的漆胚细腻光滑,有极强的质感。揩清是使用脱脂棉蘸取少量生漆以打圈的方式均匀地擦拭漆面。推光需等荫干后再将植物油均匀地涂抹在漆面上,用手掌蘸取目左右的珍珠粉在漆面上反复横推,其作用是为褪去琴面浮光。揩清和推光需要反复交叉进行十余遍,直至漆面温润如玉。
12.上弦
先在地上放一软垫,将琴尾朝上,琴头着地,直立于软垫之上;拿弦的尾端穿过绒到,使蝇头平贴于岳山上;用软布绕握住琴弦末端,将琴弦向上拉过琴面,绕过龙龈到琴背向下拉过雁足,将琴弦缠在雁足上。为琴上弦作最后的调音,同时确定是否会有砂音打板的情况,对琴弦蝇头结的位置进行调整使琴弦排列整齐。

陈理真道长斫琴作品
好的琴不会用坏,还是越用越好。坏的琴,有2个问题,一是误导你的审美,让你分不出音质的好坏;二是50年左右声音会塌了。不过50年也够一个人用一辈子了吧。所以,差的琴,不能买还在前者。后者不是问题。音质何为达标?最好的古琴要求九德俱全。新琴至少也要音准(这是基本的),清松脆滑中,音色以松透最难,也是最好的品质。一德都没有,也可以符合音准,这种琴能弹吗?“可以当练习琴”。材料贵,主要是老材少,大漆贵而有毒。古法斫琴,对琴材要求非常苛刻,由于生态及环境的破坏,最重要的材料——符合斫琴的木材或极匮乏,或受到保护,难以采用。因古琴琴材的差异性,古人对琴材及音韵总结有“四善”(苍、松、脆、滑)和“九德”(奇、古、透、润、静、圆、匀、清、芳)之说。古琴音色各俱千秋,是古琴音乐魅力之一。
部分图文源于网络,增删有改。